
蝶阀阀体为钢板焊接结构,分两瓣,主密封面堆焊不锈钢,轴孔中心相对于阀体中心偏心,偏心量为H ,其基本结构形式如图1所示。
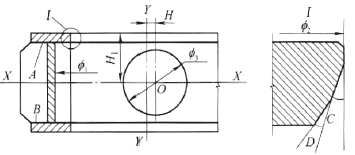
图1 阀体剖视图
蝶阀阀体在焊接车间焊接完成并经退火、探伤合格后 才能转入加工车间进行划检及加工。阀体划检时应以A 、B平面为基准相互校借调平工件,根据轴孔加工余 量划阀体水平中心线X—X,划检阀体高度方向各部位 加工余量并划找正平线及加工线;以φ 1为基准划检阀体各圆方向加工余量并划找正圆线及加工线,划阀体垂直中心线Y—Y并按阀体轴孔偏心量H划阀体轴孔垂直中心线;阀体加工主要质量控制要点为 H尺寸、H1尺寸、φ 3尺寸、φ 2尺寸及表面粗糙度、C角度尺寸及表面粗糙度、D角度尺寸及表面粗糙度。
蝶阀阀体基本加工顺序为:划检→铣合口面、留修铣量、钻锪把合孔→组圆→回线→搭焊→密封面堆焊部位粗车、精车、其他部位粗车→探伤→割搭焊、 拆瓣→堆焊→重新划检→修铣合口面→组圆→回线、划定位销孔加工线、划非加工面错牙线→合口面搭焊→同钻、铰合 口面定位销、装销→割搭焊、处理缺陷→铲磨非加工面错牙→粗车→粗镗→探伤→精车、精磨→精镗→探伤→阀体水压试验→与活门装配、精镗活门轴孔(详见活门加工工艺)→蝶阀密封试验→活门动作试验→阀体清理收尾→阀体清理涂装。
蝶阀阀体主要加工设备为立车和镗床,粗车、粗镗时可以用普通立车、普通镗床;精车、精镗时需要用数控立车、具有转台的数控镗床,利用数控立车精 车阀体密封面以保证φ 2尺寸、H1尺寸、C 角度、D 角度满足图样 要求;利用具有转台的数控镗床精镗阀轴轴孔以保证轴 孔的位置度和尺寸。由于阀体密封面表面粗糙度要求很高,车序达不到图样要求,需用磨头进行精磨以满足图样要求保证密封效果。阀体加工及装配试验时所需要的 主要工装包括:阀体密封面检查样板、阀体水压试验工 具、蝶阀密封及动作试验工具。