
蝶阀活门为钢板焊接结构,基本结构形式如图1所示。

图1 活门剖视图
蝶阀活门在焊接车间焊接完成并经退火、探伤等合格后才能转入加工车间进行划检及加工。活门划检时以A、B平面为基准相互校借调平工件,根据轴孔 加工余量划活门水平中心线X—X,划检活门高度方向各部位 加工余量并划找正平线及加工线;以φ 1为基准划检活门各圆方向加工余量并划找正圆线及加工线,划活门垂直中心线Y—Y并按活门轴孔偏心量H划活门轴孔垂直中心线;活门加工主要质量控制要点为 L尺寸、H尺 寸、H1尺寸、H2尺寸、φ 3尺寸、φ 2尺寸、φ 1尺寸、R尺寸等。
蝶阀活门主要加工设备为立车和镗床,粗车、粗镗时 可以用普通立车、普通镗床;精车、精镗时需要用数控立车、数控镗床,利用数控立车精车活门密封面以保证φ 2尺寸、R尺寸、H2尺寸满足图样要求;活门与密封压板把合孔可按密封压板号划后加工,但为了保证机组互 换性,活门与密封压板把合孔均需数控镗床分度加工。 活门轴孔精镗时需将活门与阀体装配在一起按阀体轴孔找正加工。活门与阀体装配如图2所示。
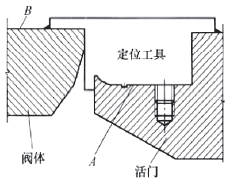
图2 阀体、活门装配定位图
蝶阀活门与阀体分别按A、B平面调平,并调整J(A、B平面的距离)=J 1(B 平面到阀体水平中心线的距离)-J 2(A 平面到活门水平中心线的距离),同时调整活门与阀体间隙均匀,按实测尺寸配铣定位工具。装定位工具,焊牢。活门与阀体装配合格后按阀体找正并以阀体轴孔为 基准精镗活门轴孔。测量活门轴孔端面与阀体 轴孔端面的距离,按实测尺寸配车轴承钢套。活门与阀轴通过圆柱销固定及定位,活门轴孔精镗完后直接装阀轴、轴承,调整阀轴与阀体轴孔同心度合格后将阀体与 阀轴搭焊牢固,同镗、铰活门与阀轴销孔。活门加工及装配试验时所需要的主要工装包括:活门密封面检查样 板、活门与阀体装配定位工具、蝶阀密封及动作试验工具。